
Shop Now
From Our Blog
-
What is a Pulse MIG? A how & why guide to Pulse MIG welding
The how, what and why guide to pulse MIG welding -
Chosing The Right Welding Fume Extractor
An easy-to-follow comparison of different fume extraction methods


TIG Welding: What is Scratch-Start, Lift-Arc and HF Ignition?

In this article we explain and compare the three types, or methods, of TIG arc ignition: Scratch-Start TIG, Lift-Arc TIG, and HF TIG.
What is Scratch-Start TIG Ignition?
Scratch start is a very basic and rudimentary process, usually found on low cost inverter welders that have been essentially designed for Stick (MMA) welding.
The TIG tungsten electrode is scratched on the job to initiate the arc, and must be quickly lifted off the job to try prevent it sticking, but not lifted too far to avoid extinguishing the arc. Not a very user-friendly process!
Whilst some machine suppliers advertise their scratch-start machines as TIG (or stick/TIG), at Weldclass we believe that scratch-start machines are not suitable for TIG use. All Weldclass TIG-capable welding machines have either lift-arc or HF ignition.
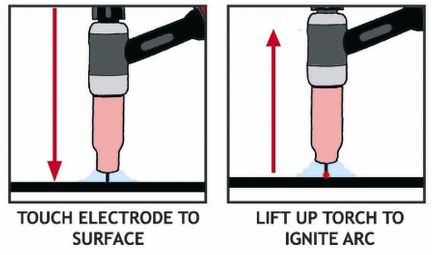
What is Lift-Arc TIG Ignition ?
With Lift-Arc Ignition feature, to start the arc the tungsten electode is touched on the job and lifted off. The start-up current is very low and therefore the tungsten barely sticks to the job and the sharpened point is not damaged. The tungsten is then easily lifted off the job. The machine senses that the contact is broken and begins supplying full welding current.
Lift-arc offers great operator appeal as it is user friendly and very controllable. It can, however, challenge manufacturers as the electronic processes must be carefully calibrated to achieve good results. If the start up current is not minimised it will cause the tungsten to stick excessively to the job.
In the case of Weldclass machines, the amperages and processes have been carefully refined to ensure optimum operation of the lift-arc process.
Lift-Arc Vs Scratch-Start
It is important to be aware of the difference between the ‘Lift-Arc’ ignition system and the ‘Scratch-Start’ ignition system.
Often DC inverter welding machines will be advertised as having TIG capability when they are a ‘Scratch-Start’ machine only.
Be warned! Scratch-Start is not a user friendly process: the tungsten must be very quickly touched on the job and can very easily stick (which means the tungsten electrode must be removed and re-sharpened each time this occurs).
In comparison ‘Lift-Arc’ is very user friendly and very controllable.
What is HF TIG Ignition ?
HF (high frequency ignition) allows the operator to position the tungsten electrode near the job, and simply press the torch trigger to start the arc.
HF is typically found on professional TIG welding machines with AC/DC function, such as the Weldclass 201T. On these machines, often the controls will allow the operator to chose between Lift-Arc or HF start.
Other TIG welding articles:
The TIG Welding Process - your questions answered

While all care has been taken, Weldclass accepts no responsibility for any inaccuracies, errors or omissions in this information or links and attachments. Any comments, suggestions & recommendations are of a general nature only and may not apply to certain applications. It is the sole responsibility of the user and/or operator to select the appropriate product for their intended purpose and to ensure that the product selected is capable of performing correctly and safely in the intended application. E.&O.E.
-
Thanks from Holland!Date: 20-07-2022Rutger -
Thanks this was very good information will help me in buying a machineDate: 12-03-2022Johnny Hedge -
Thank you for your question Ayoub. One of the causes of tungsten inclusion in the weld pool is "electrode dipping" (the tungsten electrode contacting the weld pool). Yes HF start does help to prevent this, as with HF there is no need for electrode contact with the job/workpiece.Date: 14-01-2020Weldclass -
How HF start heping to avoid tungsten inclusion????Date: 14-01-2020ayoub abdalla